








En el campo del procesamiento de moldes de inyección de plástico, el rectificado con agua a gran escala tras el tratamiento térmico del acero es un proceso crucial y complejo. Si bien el tratamiento térmico puede mejorar el rendimiento del acero, también conlleva ciertas dificultades de procesamiento. Una estrategia de rectificado con agua a gran escala bien planificada es esencial para garantizar la calidad del molde.
Características de las piezas tratadas térmicamente y desafíos del procesamiento
Por lo general, tras el tratamiento térmico, las piezas procesadas mediante moldeo por inyección de plástico se deforman y su dureza aumenta considerablemente. La deformación de la parte superior inclinada suele ser severa, lo que dificulta el procesamiento posterior. Sin embargo, cabe destacar que cuanto mayor y más gruesa sea la pieza, menor será su deformación y más fácil será procesarla. Por lo tanto, en el procesamiento real, el método debe determinarse con precisión según las dimensiones específicas de la pieza para compensar los cambios producidos por el tratamiento térmico.
Desbaste con molienda en agua a gran escala y control de tolerancias
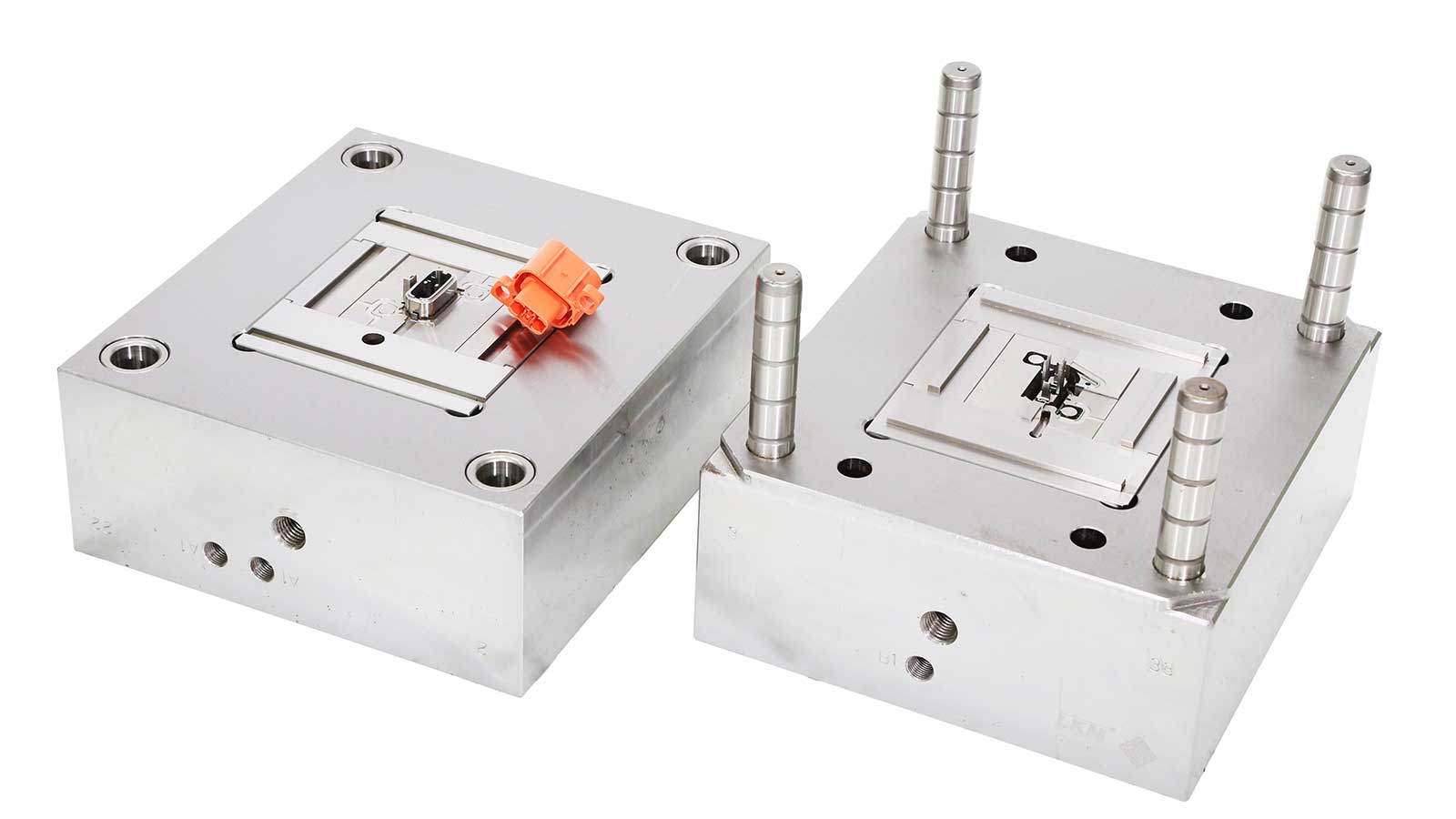
En el proceso de moldeo por inyección de plástico, para componentes clave como los núcleos de molde delanteros y traseros, los deslizadores de riel guía y los bloques resistentes al desgaste, durante la etapa de rectificado basto con rectificado en agua a gran escala, se suele reservar un margen de procesamiento de 50 a 60 hilos para el acero. Dada la altísima precisión requerida para los núcleos de molde y los deslizadores de riel guía, al procesar las piezas, es necesario medir con precisión las especificaciones de cada posición y verificar cuidadosamente si el margen es suficiente. Especialmente para piezas con escalones, se requiere especial cuidado para asegurar una comprensión clara de la situación del margen en cada parte. Este paso es crucial. Si una cara tiene un margen excesivo y se rectifica en exceso, puede provocar un margen insuficiente en otras caras, lo que resultaría en el descarte directo de la pieza y pérdidas innecesarias en la producción.
Proceso de molienda de agua a gran escala y puntos clave
Selección inicial del plano y rectificado
En todo el proceso de rectificado en agua a gran escala, primero se rectifica un plano de la pieza. Para minimizar los problemas posteriores, es recomendable seleccionar la cara más deformada para el rectificado inicial. Antes de comenzar el rectificado, controle con precisión la tolerancia y aplane la muela abrasiva. Tenga en cuenta que la muela no debe estar demasiado afilada antes del desbaste. Esto se debe a que la pieza tratada térmicamente es relativamente dura y, durante el proceso de rectificado, la muela encontrará una resistencia considerable y trabajará a gran esfuerzo. Si la muela no está lo suficientemente afilada, será difícil cortar la pieza eficazmente. Por lo tanto, la muela debe repararse continuamente para garantizar su afilado, lo que le permitirá rectificar la superficie de la pieza de forma rápida y eficiente hasta el estado deseado.
Procesamiento fino y tratamiento de superficies
Tras el rectificado inicial, utilice un proceso de dos pasadas con pocos hilos de avance por pasada para el corte láser ligero. Esta operación permite obtener una superficie más lisa y plana, cumpliendo con los altos requisitos de calidad superficial. A continuación, coloque la cara bien acabada sobre la mesa de la máquina y utilícela como referencia para un rectificado posterior, asegurando así que la precisión y la calidad del mecanizado de toda la pieza cumplan con los estándares más exigentes.

Preguntas Frecuentes (FAQ)
P1: El grado de deformación de las piezas tratadas térmicamente es difícil de predecir. ¿Cómo se puede prevenir de antemano?
A1: Antes del tratamiento térmico, se puede realizar un pretratamiento adecuado de la pieza, como un precalentamiento y una igualación de temperatura razonables, para minimizar las tensiones térmicas. Asimismo, seleccionar los parámetros apropiados del proceso de tratamiento térmico según el material y la forma de la pieza también puede reducir el riesgo de deformación. Además, durante la etapa de diseño del molde, se puede reservar un cierto margen de compensación de deformación.
P2: ¿Afecta la reparación frecuente de la muela abrasiva a la eficiencia del procesamiento?
A2: Si bien la reparación frecuente de la muela abrasiva requiere tiempo, es una medida necesaria para garantizar la calidad y la eficiencia del proceso. Si la muela no se repara a tiempo y se desafila, no solo disminuirá la velocidad de rectificado, sino que también puede producirse una fuerza de corte irregular, lo que reduce la calidad de la superficie de la pieza e incluso puede dañarla, disminuyendo así la eficiencia general del proceso.
P3: ¿Cómo determinar si el margen de tolerancia en cada parte de la pieza es suficiente?
A3: Se pueden utilizar herramientas de medición de alta precisión, como calibradores y micrómetros, para medir con exactitud cada parte de la pieza y comparar los valores medidos con las dimensiones de diseño para calcular la tolerancia. Para piezas con formas complejas, también se puede utilizar equipo avanzado, como máquinas de medición por coordenadas, para una detección exhaustiva que garantice la determinación precisa de la tolerancia.
P4: ¿Cómo garantizar la precisión dimensional de la pieza durante el rectificado con agua a gran escala?
A4: Además de controlar rigurosamente la tolerancia y seleccionar la muela abrasiva adecuada, es necesario calibrar y mantener periódicamente el equipo de procesamiento para garantizar la estabilidad y precisión del mismo. Asimismo, se debe supervisar de cerca la deformación de la pieza durante el procesamiento y ajustar los parámetros de procesamiento a tiempo. Una vez finalizado el procesamiento, se deben realizar inspecciones dimensionales estrictas y corregir cualquier desviación.
Siguiendo las directrices anteriores para el rectificado con agua a gran escala y abordando adecuadamente los problemas comunes, se puede mejorar eficazmente la calidad y la eficiencia del rectificado con agua a gran escala posterior al tratamiento térmico del acero en el procesamiento de moldes de inyección de plástico, lo que proporciona una sólida garantía para la producción de moldes de inyección de plástico de alta calidad.
