








В области литье пластмасс под давлением, формы являются основными «инструментами», а их структурная конструкция и Качество обработки напрямую влияет на качество и эффективность производства пластиковых деталей. Однако в процессе реального производства пресс-формы неизбежно сталкиваются с небольшими проблемами. Итак, каковы распространенные неисправности пресс-форм и как их можно эффективно устранить? Ниже приведен подробный анализ.
Повреждение направляющей колонны: кризис точного направляющего устройства «Guardian»
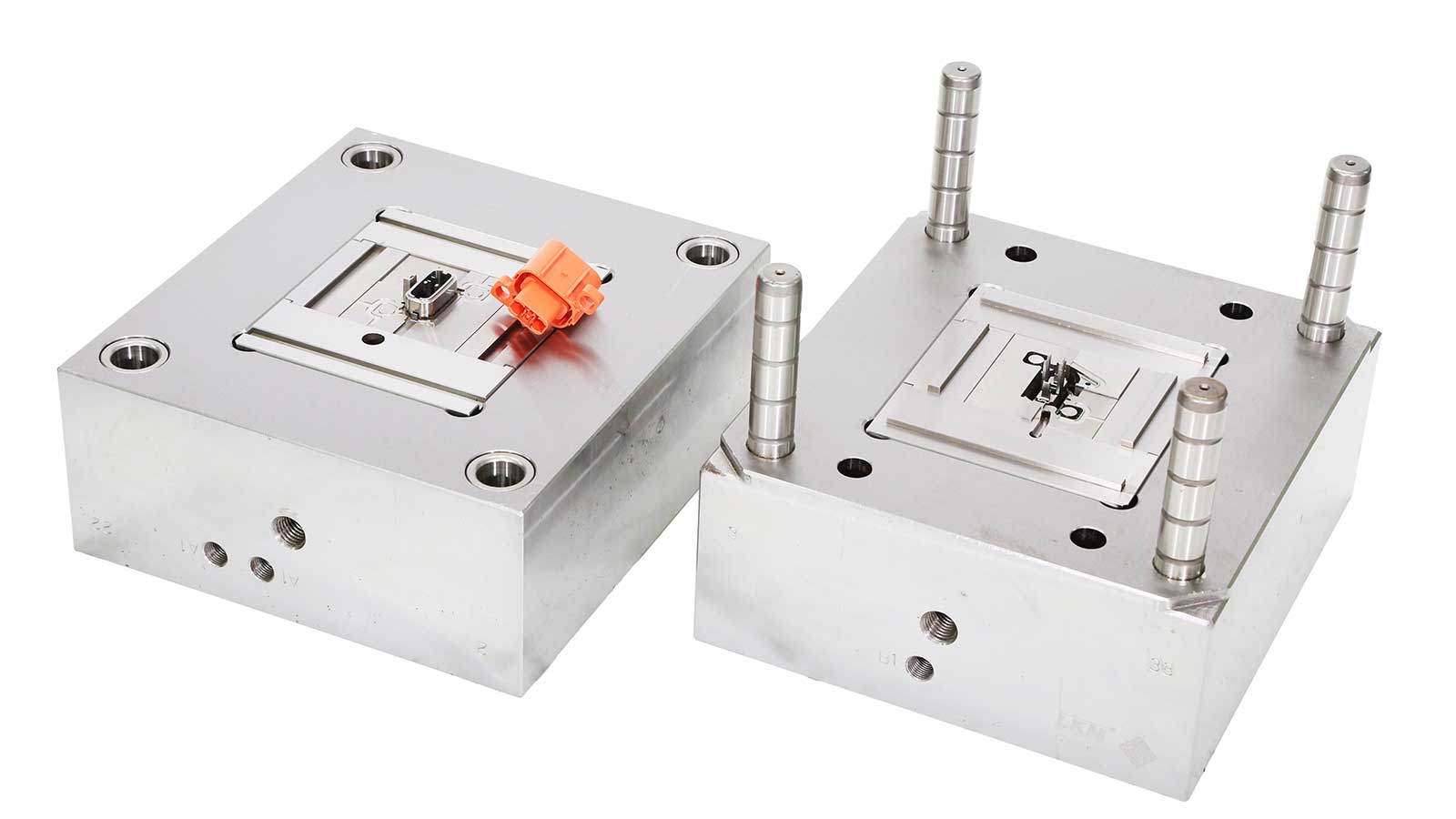
Направляющая колонна играет важную направляющую роль в литьевых формах, гарантируя, что формовочные поверхности сердечника и полости не будут касаться друг друга ни при каких условиях. Важно отметить, что направляющая колонна не является несущим или позиционирующим компонентом. При возникновении следующих ситуаций между подвижной и неподвижной формами во время литья будет возникать значительная боковая сила смещения:
- Неравномерная толщина стенок пластиковых деталей: Если толщина стенок пластиковых деталей различна, поток материала через более толстую часть больше, что создает там значительное давление.
- Асимметричная сторона пластиковых деталей: Например, в формах со ступенчатыми линиями разъема противоположные давления на соответствующих сторонах неравны.
При таких обстоятельствах направляющая колонна будет подвергаться воздействию боковой силы смещения во время впрыска. При открытии формы поверхность направляющей колонны может быть вытянута и повреждена. В тяжелых случаях она может погнуться, сломаться или даже помешать открытию формы.
Для решения этой проблемы можно добавить высокопрочные позиционирующие ключи с каждой стороны линии разъема пресс-формы. Цилиндрические ключи являются идеальным выбором. Между тем, перпендикулярность между отверстием направляющей колонны и линией разъема имеет решающее значение и должна строго контролироваться. Кроме того, твердость термообработки направляющей колонны и направляющей втулки должна соответствовать требованиям конструкции, чтобы гарантировать их прочность и устойчивость.
Изгиб, поломка или утечка штока выталкивателя: «небольшая проблема» механизма выталкивания
Шток выталкивателя отвечает за выталкивание формованных пластиковых деталей из литьевой формы. Если зазор между штоком выталкивателя и отверстием обрабатывается неправильно, это может привести к различным проблемам.
- Чрезмерный зазор: Это может привести к утечке, что повлияет на качество продукции и производственную среду.
- Недостаточный зазор: Из-за повышения температуры пресс-формы во время впрыска шток выталкивателя расширится и может застрять.
Чтобы решить эту проблему, необходимо перешлифовать шток выталкивателя. На переднем конце штифта выталкивателя следует сохранить посадочную секцию 10–15 мм, а среднюю секцию следует отшлифовать на 0.2 мм меньше. После сборки необходимо строго проверить зазоры всех штоков выталкивателя, которые обычно должны находиться в диапазоне 0.05–0.08 мм, чтобы гарантировать, что весь механизм выталкивателя может свободно двигаться вперед и назад.

Плохое охлаждение или утечка воды: «невидимый убийца», влияющий на качество
Охлаждающий эффект литьевых форм напрямую влияет на качество продукции и эффективность производства. Если охлаждение недостаточное, скорость усадки изделия увеличится, и может возникнуть деформация из-за неравномерной усадки поверхности.
Конструкция системы охлаждения должна быть тесно интегрирована с формой продукта. Хотя структура пресс-формы может быть сложной или обработка трудной, система охлаждения не может быть исключена. Особенно для больших и средних пресс-форм, проблема охлаждения должна быть полностью рассмотрена. Расположение, диаметр и скорость потока охлаждающей воды каналов должны быть разумно спланированы, чтобы обеспечить равномерную температуру пресс-формы и улучшить качество продукции и эффективность производства.
Трудный выталкиватель литника: «камень преткновения» при выемке изделий из формы
Во время обработки пластиковых литьевых форм литник часто прилипает к втулке литника и его трудно оторвать. При открытии формы изделие может сломаться. Эта неисправность в основном вызвана следующими причинами:
- Плохая плавность хода ворот: В окружном направлении отверстия литника имеются следы от инструмента, что затрудняет плавный выброс материала литника.
- Чрезмерно мягкий материал: После определенного периода использования узкий конец конического отверстия деформируется или повреждается, а сферическая кривизна сопла становится слишком малой. Это приводит к тому, что материал затвора образует здесь заклепкообразную головку, что затрудняет его выброс.
Обработка литника во втулке литника является сложной задачей. Стандартные детали должны использоваться максимально. Между тем, производительность тягового стержня литника или механизма выброса должна быть улучшена, чтобы обеспечить плавный выброс материала литника и предотвратить поломку продукта.
Устранение распространенных неисправностей в литьевых формах для пластмасс требует глубокого понимания конструкции и принципов работы пресс-формы, а также богатого практического опыта. Своевременное выявление и устранение этих распространенных неисправностей позволяет эффективно увеличить срок службы пресс-форм, повысить эффективность производства и стабилизировать качество пластиковых деталей. Надеемся, что приведенное выше содержание может оказать некоторую помощь тем, кто занят в литьевой промышленности пластмасс.
